OEE(Overall Equipment Effectiveness),即設(shè)備綜合效率,OEE是一項指標(biāo),它確定了真正有效的計劃生產(chǎn)時間的百分比。OEE旨在通過準(zhǔn)確跟蹤實現(xiàn)“完美生產(chǎn)”的進度來支持TPM計劃。
企業(yè)在進行OEE計算時常常遇到很多迷惑的問題,如工廠停水、停電、停氣、停氣使設(shè)備不能工作,等待訂單、等待排產(chǎn)計劃、等待檢查、等待上一道工序造成的停機,不知如何計算。
本文引入非設(shè)備因素停機的概念,修改了OEE的算法,使計算得到的OEE更能夠真實反映設(shè)備維護的實際狀況,讓設(shè)備完全利用的情況由完全有效生產(chǎn)率TEEP這個指標(biāo)來反映。本文同時介紹了在不同情況下如何分析設(shè)備損失的PM分析流程。
1、OEE計算
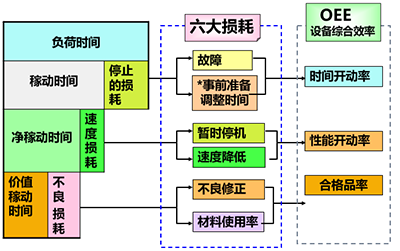
OEE=時間開動率×性能開動率×合格品率

在OEE公式里,時間開動率反映了設(shè)備的時間利用情況;性能開動率反映了設(shè)備的性能發(fā)揮情況;而合格品率則反映了設(shè)備的有效工作情況。
反過來,時間開動率度量了設(shè)備的故障、調(diào)整等項停機損失,性能開動率度量了設(shè)備短暫停機、空轉(zhuǎn)、速度降低等項性能損失;合格品率度量了設(shè)備加工廢品損失。
OEE計算舉例
某工廠實施8小時作業(yè)體制,其中中午休息1小時,上班時間包括早會,檢查,清掃等20分鐘,上、下午期間各休息15分鐘;有一臺設(shè)備,因應(yīng)市場需要,每天加班30分鐘,該設(shè)備理論節(jié)拍為0.8分鐘,在正常稼動時間內(nèi)應(yīng)生產(chǎn)575件,但實際僅生產(chǎn)出418件,實際測得的節(jié)拍為1.1分鐘,當(dāng)天更換刀具及故障停機時間為70分鐘;不良率維持2%。
請問該設(shè)備的設(shè)備綜合效率為多少?
OEE計算過程
A:實際作業(yè)時間=480+30=510min
B:計劃停止時間50min
C:負(fù)荷時間510-50=460min
D:停機損失時間70min
E:稼動時間C-D=390min
G:生產(chǎn)量418件
H:良品率98%
I:理論節(jié)拍0.8
時間開動率=(460-70)/460=84.8%
性能開動率=(0.8*418)/390=85.7%
合格品率=98%
于是得到OEE=84.8%×85.7%×98%=71.2%
2、OEE的實質(zhì)
如果追究OEE的本質(zhì)內(nèi)涵,其實就是計算周期內(nèi)用于加工的理論時間和負(fù)荷時間的百分比。
請注意,當(dāng)展開OEE公式,有: OEE=時間開動率×性能開動率×合格品率=(開動時間/負(fù)荷時間)×(加工數(shù)量×實際加工周期/開動時間)×(理論加工周期/實際加工周期)×(合格產(chǎn)量/加工數(shù)量)=(開動時間×加工數(shù)量×實際加工周期×理論加工周期×合格產(chǎn)量)/(負(fù)荷時間×開動時間×實際加工周期×加工數(shù)量)約去分子、分母的公因子,則 OEE=(理論加工周期×合格產(chǎn)量)/負(fù)荷時間 =合格產(chǎn)品的理論加工總時間/負(fù)荷時間,這也就是實際產(chǎn)量與負(fù)荷時間內(nèi)理論產(chǎn)量的比值。
3、利用OEE進行損失分析
既然上述的計算方法可以如此簡單,那么為什么要用這么復(fù)雜的公式呢?主要是為了分析問題。計算OEE值不是目的,而是為了分析六大損失。
設(shè)備的OEE水平不高,是由多種原因造成的,而每一種原因?qū)EE的影響又可能是大小不同。在分別計算OEE的不同“率”的過程中,可以分別反映出不同類型的損失。
進一步,我們還可以結(jié)合運用PM分析方法,對OEE不高的原因進行分析。
例如,當(dāng)設(shè)備的OEE水平不高,從OEE計算看出是時間開動率低下,于是將時間開動率用方框框起來,再問為什么時間開動率不高,發(fā)現(xiàn)是設(shè)備故障引起,再繼續(xù)往下分析,直到找出根本原因為止。
①停工和故障的損失
設(shè)備失效需要執(zhí)行維護操作。其原因有:
◆機器過載
◆螺釘和螺帽松開
◆過渡磨損
◆缺少潤滑油
◆污染物
②換裝和調(diào)試的損失
從一種產(chǎn)品到另一種產(chǎn)品換產(chǎn)的時間損失,或運行時對設(shè)置的改動。其原因有:
◆移交工具
◆尋找工具
◆安裝新工具
◆調(diào)節(jié)新設(shè)置
③空轉(zhuǎn)和瞬間停機的損失
由于小問題引起的短暫中斷。其原因有:
◆零件卡在滑道里
◆清除碎屑
◆感應(yīng)器不工作
◆軟件程序出錯
④降低速度的損失
設(shè)備在低于其標(biāo)準(zhǔn)設(shè)計速度運行導(dǎo)致的損失。其原因有:
◆機器磨損
◆人為干擾
◆工具磨損
◆機器過載
⑤生產(chǎn)次品的損失
由于報廢、返工或管理次品所導(dǎo)致的時間損失。其原因有:
◆人工錯誤
◆劣質(zhì)材料
◆工具破損
◆軟件程序缺陷
⑥啟動穩(wěn)定的損失
設(shè)備從啟動到正常工作所需要的時間。其原因有:
◆設(shè)備要平緩加速到標(biāo)準(zhǔn)速度
◆烤箱需升溫到設(shè)定溫度
◆去除多余的材料
◆處理相關(guān)原料的短缺
4、OEE計算中遇到的困難和解決方案
我們在計算OEE時,遇到計劃停機以外的外部因素,如無訂單、停水、電、氣、汽等因素造成停機損失,常不知把這部分損失放到哪部分去計算。
有人把它們列入計劃停機,但它們又不是真正意義上的計劃停機。如果算做故障停機,但又不是設(shè)備本身故障引起的停機。
各個企業(yè)的計算五花八門,失去相互的可比性。當(dāng)我們把OEE的計算作一擴展,給出“設(shè)備完全有效生產(chǎn)率(TEEP)”這一新概念和新算法,上述的問題可以迎刃而解。
TEEP的概念和計算公式
◆TEEP(Total Effective Efficiency of Production),即完全有效生產(chǎn)率,也有資料表述為產(chǎn)能利用率,
◆即把所有與設(shè)備有關(guān)和無關(guān)的因素都考慮在內(nèi)來全面反映企業(yè)設(shè)備效率。
5、在引入TEEP條件下OEE公式的修正
在引入TEEP條件下, 因為我們已經(jīng)把非設(shè)備因素(即設(shè)備外部因素)引起的停機損失分離出來,作為利用率的損失來度量,故在計算OEE時,設(shè)備的時間開動率就要做相應(yīng)調(diào)整。
在TEEP計算中:
設(shè)備利用率=(日歷工作時間-計劃停機時間-設(shè)備外部因素停機時間) / 日歷工作時間
正確的OEE計算,應(yīng)該有設(shè)備時間開動率=開動時間/負(fù)荷時間,其中,負(fù)荷時間=日歷工作時間-計劃停機時間-設(shè)備外部因素停機時間
開動時間=負(fù)荷時間-設(shè)備調(diào)整初始化時間(包括更換產(chǎn)品規(guī)格、更換工裝模具、更換刀具等活動所用時間)
其他公式的算法和項目內(nèi)容不變。
這樣計算得到的OEE可以準(zhǔn)確反映設(shè)備本身的問題,能夠客觀評價企業(yè)的設(shè)備管理水平,同時也不會使企業(yè)之間的OEE因理解與算法不同而不可比。
如果要全面反映企業(yè)設(shè)備效率,即把所有與設(shè)備有關(guān)和無關(guān)的因素都考慮在內(nèi),則可以通過TEEP來反映。

6、企業(yè)OEE計算疑惑辨析
筆者根據(jù)眾多企業(yè)的統(tǒng)計和計算實際,提出將OEE公式的計算方法加以修正。
原來的
★負(fù)荷時間=日歷工作時間-計劃停機時間
現(xiàn)在修正為:
★負(fù)荷時間=日歷工作時間-計劃停機時間-非設(shè)備因素停機時間
原來的
★開動時間=負(fù)荷時間-故障停機時間-安裝、調(diào)整和初始化停機時間, 仍保持不變
上述的“非設(shè)備因素停機”包括開工不足停機、等待訂單、等待計劃排產(chǎn)、因企業(yè)系統(tǒng)管理不善或外部環(huán)境而造成的停水、停電、停汽、停氣,使需要上述供給的設(shè)備停機。
上述的停機損失并不屬于停機設(shè)備本身的問題,而是大系統(tǒng)對設(shè)備的影響。
上述的“計劃停機”應(yīng)界定為設(shè)備生產(chǎn)前后的例行保養(yǎng),如加油、加冷卻劑、停機點檢、清掃、緊固、升溫、預(yù)熱、升速等活動。
計劃停機應(yīng)不包括因更換產(chǎn)品而造成的工、模、夾具更換,設(shè)備參數(shù)調(diào)整所造成的停機。
這樣修正之后所計算得到的OEE,基本反映了設(shè)備本身人-機系統(tǒng)的維護狀況。而全面設(shè)備效率發(fā)揮狀況可以由完全有效生產(chǎn)率來反映。
★完全有效生產(chǎn)率=設(shè)備利用率×設(shè)備綜合效率(OEE)
其中,設(shè)備利用率=(日歷工作時-計劃停機時間-非設(shè)備因素停機時間)/日歷工作時間,由此看出,完全有效生產(chǎn)率把因為設(shè)備本身保養(yǎng)不善的損失和系統(tǒng)管理不善、設(shè)備產(chǎn)能不平衡、企業(yè)經(jīng)營不善損失全面地反映出來。
而OEE的計算公式則主要反映了設(shè)備本身的系統(tǒng)維護、保養(yǎng)和作業(yè)效率狀況。
上述OEE的計算中,合格品率既反映了設(shè)備狀況不良損失,又反映了操作、工藝執(zhí)行、參數(shù)控制方面的損失。
從設(shè)備管理的角度來看,合格品率不一定全面、真實地反映設(shè)備維護、保養(yǎng)水平。
筆者建議引入一個純設(shè)備合格品率的概念,即純設(shè)備合格品率 =合格品數(shù)量/(生產(chǎn)數(shù)量-非設(shè)備因素廢品數(shù)量)。由此引出了純設(shè)備OEE的概念,簡記為OEE純。
★OEE純=時間開動率×性能開動率×純設(shè)備合格品率
這里的時間開動率是上述經(jīng)過修正的公式,性能開動率的定義不變。OEE純更集中反映了設(shè)備維護、保養(yǎng)水平。完全有效生產(chǎn)率的公式不必修改。
OEE純僅僅是為了集中、客觀反映設(shè)備維護、保養(yǎng)水平。
因為完全有效生產(chǎn)率就是全面反映設(shè)備的總效率狀況,沒有必要分清哪些是因為設(shè)備,哪些是來自設(shè)備以外的因素。另外,有些企業(yè)在OEE計算時,出現(xiàn)了性能開動率大于100%的狀況,甚至有的高達150%。
眾所周知,性能開動率=凈開動率×速度開動率,其中,性能開動率=(生產(chǎn)數(shù)量×實際加工周期)/ 開動時間。
性能開動率反映了實際加工產(chǎn)品所用時間與開動時間的比例,它的高低反映了生產(chǎn)中的設(shè)備空轉(zhuǎn),無法統(tǒng)計的小停機損失。
凈開動率是不大于100%的統(tǒng)計量。問題就出在速度開動率上。
★速度開動率=理論加工周期/實際加工周期
原則上,理論加工周期不大于實際加工周期,即速度開動率是不大于100%的統(tǒng)計結(jié)果。
有的企業(yè)設(shè)備加工運轉(zhuǎn)速度超出了設(shè)計速度,這樣使速度開動率超過100%,進而使性能開動率超過100%。
筆者認(rèn)為,速度開動率超過100%是不合理、也是不可取的,理由如下:
①如果設(shè)備開動速度超過了設(shè)計速度,就如同設(shè)計負(fù)荷5噸的大橋開過8噸的汽車一樣,是掠奪性的使用設(shè)備,是不可取、不科學(xué)的做法,不應(yīng)提倡。
②若設(shè)備的原設(shè)計指標(biāo)保守,根據(jù)實際,設(shè)備開動速度可以提升。
經(jīng)過論證,這種提升不會造成對設(shè)備的損壞。那么,應(yīng)該改變設(shè)備的設(shè)計速度指標(biāo),即理論加工周期,使速度開動率始終保持為一個不大于100%的統(tǒng)計結(jié)果。
③因為異常提升設(shè)備運行速度(使設(shè)備過早進入耗損故障狀態(tài))造成速度開動率不正常的夸大,得到較高的OEE水平,掩蓋了設(shè)備維護不當(dāng)?shù)葐栴},可能誤導(dǎo)企業(yè),不利于激發(fā)設(shè)備管理者對人—機系統(tǒng)六大損失的攻關(guān)和控制。
總之,讓OEE應(yīng)保持為一個不大于100%的統(tǒng)計量,可以激發(fā)企業(yè)始終不渝地致力于OEE的提升。







